විවිධ කාර්මික සහ සිවිල් පරිසරයන්හි බහුලව භාවිතා වන ආරක්ෂිත ද්රව්යයක් ලෙස, ලෝහ ප්රති-ස්කිඩ් තහඩු ඒවායේ විශිෂ්ට ප්රති-ස්කිඩ් ක්රියාකාරිත්වය, කල්පැවැත්ම සහ අලංකාර පෙනුම සමඟ බොහෝ ක්ෂේත්රවල අත්යවශ්ය තේරීමක් බවට පත්ව ඇත.මෙම ලිපිය ලෝහ ප්රති-ස්කිඩ් තහඩු වල ප්රති-ස්කිඩ් මූලධර්මය සහ නිෂ්පාදන ක්රියාවලිය ගැඹුරින් ගවේෂණය කරන අතර, මෙම ආරක්ෂක භාරකරුගේ අභිරහස පාඨකයින් සඳහා හෙළිදරව් කරනු ඇත.
1. ලෝහයේ ප්රති-ස්කිඩ් මූලධර්මයලිස්සා යාම වැළැක්වීමේ තහඩු
ලෝහ ප්රති-ස්කිඩ් තහඩු වල ප්රති-ස්කිඩ් බලපෑම ප්රධාන වශයෙන් පැමිණෙන්නේ එහි මතුපිට විශේෂ සැලසුම සහ ද්රව්ය තේරීමෙනි. විවිධ යෙදුම් අවස්ථා අනුව, ලෝහ ප්රති-ස්කිඩ් තහඩු වල ප්රති-ස්කිඩ් මූලධර්මය පහත පරිදි සාරාංශ කළ හැකිය:
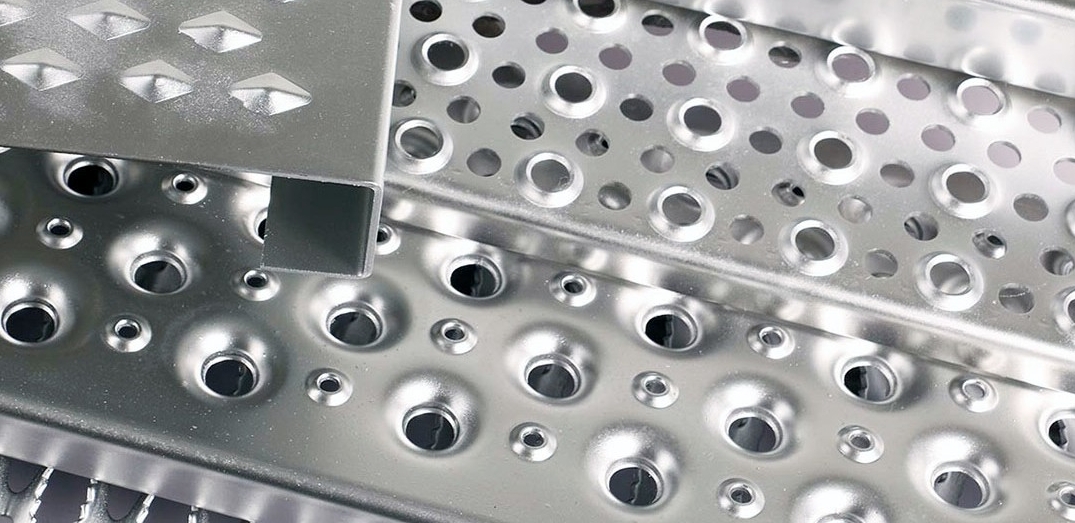
මතුපිට වයනය නිර්මාණය:ලෝහ ප්රති-ස්කිඩ් තහඩු CNC පන්ච් තාක්ෂණය භාවිතා කර ඒවායේ මතුපිට විවිධ උස් රටා සාදයි, එනම් හුරුල්ලන්, හරස් මල්, වටකුරු, කිඹුල් මුඛය යනාදිය. මෙම රටා ලස්සන පමණක් නොව, වඩාත් වැදගත් ලෙස, ඒවා යටි පතුල සහ පුවරු මතුපිට අතර ඝර්ෂණය වැඩි කළ හැකි අතර, ඵලදායී ලෙස ලිස්සා යාම වළක්වයි.
ආලේපන ප්රතිකාර:මල නොබැඳෙන වානේ ප්රති-ස්ලිප් තහඩු සඳහා, ප්රති-ස්ලිප් ක්රියාකාරිත්වය තවදුරටත් වැඩිදියුණු කිරීම සඳහා, විශේෂ ප්රති-ස්ලිප් ආලේපනයක් සාමාන්යයෙන් එහි මතුපිටට ඉසිනු ලැබේ. මෙම ආලේපනය පුවරු මතුපිට රළුබව වැඩි කරනවා පමණක් නොව, තෙතමනය සහිත පරිසරයක හොඳ ප්රති-ස්ලිප් බලපෑමක් පවත්වා ගෙන යන අතර තෙතමනය නිසා ඇතිවන ලිස්සා යාමේ අවදානම අඩු කරයි.
ද්රව්ය තේරීම:ලෝහ ප්රති-ස්ලිප් තහඩුවේ මූලික ද්රව්යය සාමාන්යයෙන් උසස් තත්ත්වයේ යකඩ තහඩුව, මල නොබැඳෙන වානේ තහඩුව සහ ඇලුමිනියම් තහඩුව වැනි ඉහළ ශක්තියක්, විඛාදනයට ඔරොත්තු දෙන ලෝහ ද්රව්ය වලින් සාදා ඇත.මෙම ද්රව්යවලට හොඳ ශක්තියක් සහ කල්පැවැත්මක් ඇති අතර කටුක පරිසරවල ස්ථාවර ප්රති-ස්ලිප් කාර්ය සාධනයක් පවත්වා ගත හැකිය.
2. ලෝහ ප්රති-ස්කිඩ් තහඩු නිෂ්පාදන ක්රියාවලිය
ලෝහ ප්රති-ස්කිඩ් තහඩු නිෂ්පාදනය සංකීර්ණ හා සියුම් ක්රියාවලියක් වන අතර එයට ප්රධාන වශයෙන් පහත පියවර ඇතුළත් වේ:
කැපීම සහ නැමීම:පාරිභෝගික අවශ්යතා අනුව, පළමුව වෘත්තීය කැපුම් යන්ත්රයක් භාවිතා කර ලෝහ තහඩුව සුදුසු ප්රමාණයකට කපා ගන්න. ඉන්පසුව, අවශ්ය හැඩය සහ කෝණය සෑදීම සඳහා නැමීමේ යන්ත්රයකින් පත්රය නැමෙනු ඇත.
වෙල්ඩින්:කැපූ සහ නැමුණු ලෝහ තහඩු සම්පූර්ණ ප්රති-ස්ලිඩ් තහඩු ව්යුහයක් සෑදීම සඳහා වෑල්ඩින් කර ඇත. වෙල්ඩින් ක්රියාවලියේදී, වෑල්ඩයේ ශක්තිය සහ අලංකාරය සහතික කිරීම සඳහා වෙල්ඩින් උෂ්ණත්වය සහ වෙල්ඩින් ගුණාත්මකභාවය දැඩි ලෙස පාලනය කිරීම අවශ්ය වේ.
CNC සිදුරු කිරීම:වෑල්ඩින් කරන ලද ලෝහ ප්රති-ස්ලිප් තහඩුව සිදුරු කිරීමට CNC පන්ච් යන්ත්රයක් භාවිතා කරන්න.විවිධ යෙදුම් අවස්ථා වල ප්රති-ස්ලිප් අවශ්යතා සපුරාලීම සඳහා පාරිභෝගික අවශ්යතා අනුව සිදුරු සිදුරුවල හැඩය, ප්රමාණය සහ ව්යාප්තිය අභිරුචිකරණය කර ඇත.
සැකසීම සහ මතුපිට ප්රතිකාර:සිදුරු කිරීමෙන් පසු, අවසාන හැඩය සහ ප්රමාණය සෑදීම සඳහා ලෝහ ප්රති-ස්කිඩ් තහඩුව සෑදිය යුතුය. ඒ සමඟම, තහඩු මතුපිට එහි සෞන්දර්යය සහ විඛාදන ප්රතිරෝධය වැඩි දියුණු කිරීම සඳහා ඔප දැමීම, මලකඩ ඉවත් කිරීම සහ අනෙකුත් මතුපිට ප්රතිකාර කිරීම අවශ්ය වේ.
හොට්-ඩිප් ගැල්වනයිස් කරන ලද මලකඩ විරෝධී ප්රතිකාරය (විකල්ප):දිගු කාලයක් කටුක පරිසරයන්ට නිරාවරණය වීමට අවශ්ය ලෝහ ප්රති-ස්කිඩ් තහඩු සඳහා, උණුසුම්-ඩිප් ගැල්වනයිසින් විරෝධී මලකඩ ප්රතිකාරය ද සිදු කළ හැකිය. මෙම ප්රතිකාර ක්රියාවලිය මඟින් ලෝහ ප්රති-ස්කිඩ් තහඩුවේ විඛාදන ප්රතිරෝධය සැලකිය යුතු ලෙස වැඩිදියුණු කර එහි සේවා කාලය දීර්ඝ කළ හැකිය.
පළ කිරීමේ කාලය: ඔක්තෝබර්-31-2024